What's it about?
With the ongoing advancements in aspheric manufacturing and metrology, companies have to overcome processing challenges and from time to time learn costly lessons along the way. Optimax Systems, Inc., a leader in quick delivery prototype optics, has been manufacturing aspheric lenses for over 20 years. Along the way, we have learned many lessons, some the hard way. In this paper, I will share a few stories of how aspheres have humbled us, how we overcame the problem, and provide takeaways for other manufactures and designers.
1. INTRODUCTION
Aspheric components can have a great advantage over spherical ones. Some of these benefits include:
- Increase imaging quality (resolution, distortion), which cannot be achieved by a pure spherical design. [2]
- Reduction in construction size, save weight [2]
- Improve the total light transmission [2]
The benefits listed above has led the industry to seek aspheric lenses, yet in most cases optical systems are still designed using spherical optics due to the ease to manufacturing [1] and lower cost.. Due to continuing market demand and interest, vast advancements have occurred in aspheric manufacturing and metrology over the past 20 years. These developments have given the optical manufacture the capability to make and measure fractional wave aspheres and the capacity to make looser tolerance commercial aspheres at a much lower cost. Even though the cost to manufacture an asphere is still higher than a spherical element, in some cases the cost difference has been narrowed to 2:1. Also, quality has improved and can yield comparable surfaces as a spherical element.
Asphere manufacturing process evolution over the past 20 years is an interesting story. Until the early 2000's low to mid volume glass aspheres were cost prohibitive to manufacture [3]. They were primarily manufactured using manual generation and polishing techniques which is labor intensive and non-deterministic [3]. Fractional wave form errors were out of the question because metrology couldn’t see it and the manufacturing process couldn’t fix it. The Center for Optics Manufacturing (COM) initiated the development of contour deterministic micro-grinding (CDMG) and sub- aperture polishing to make the process more cost effective and deterministic. Thanks to the efforts of COM and several machine manufacturers, the aspheric fabrication process was able to manufacture aspheric lenses at a reasonable cost [3]. However, the process was still metrology-limited. Asphere measurement was primarily done using profilometry which lacked the ability to see non-axisymmetric, 3D errors such as astigmatism. A Computer Generated Hologram (CGH) could be used to see 3D errors, but the cost to manufacture a CGH was several thousand dollars, unrealistic for small volume orders, and worked only with one specific aspheric profile. It wasn’t until mid 2000’s when stitching of aspheres was introduced into the marketplace was there a more universal solution to measuring 3D error with sub wave accuracy. In turn, designers could realistically expect and receive sub wave form errors.
Optimax Systems, Inc. has been manufacturing aspheres for 20 years and evolving along with the technology played a key part on where we are today in our aspheric manufacturing ability. This was not an easy process and we learned many lessons along the way, some the hard way. I will share with you 3 examples of how aspheres have humbled us, how we overcame the problem, and provide key takeaways for other manufactures and designers.
2. IMPORTANCE OF A SAG TABLE
Story
This was my first experience of being proud of making something only to find out later it was made incorrectly. We had a request for an asphere to be made in a few weeks, which back then was unheard of in the industry. Since time was of the essence, we proceeded without a sag table. We had an all hands on deck effort, completing the parts on time and to specification, so we thought. A few weeks later, the customer contacted us explaining they were having trouble with their system and felt the aspheres were suspect. They sent the parts back along with a sag table. We remeasured the parts and realized the aspheric coefficients were inverted incorrectly. I will never forget the pit in my stomach. The angst we all felt led to changes I share with you.
Why are sag tables important?
The main reason why sag tables are so important, is to be certain you are manufacturing the right aspheric surface. A wrong surface can be made in two ways. The first is in the interpretation of a convex and a concave surface. In today’s manufacturing environment, there are several software packages which use the asphere equation and there is no common data entry method amongst them all, especially in sign convention.
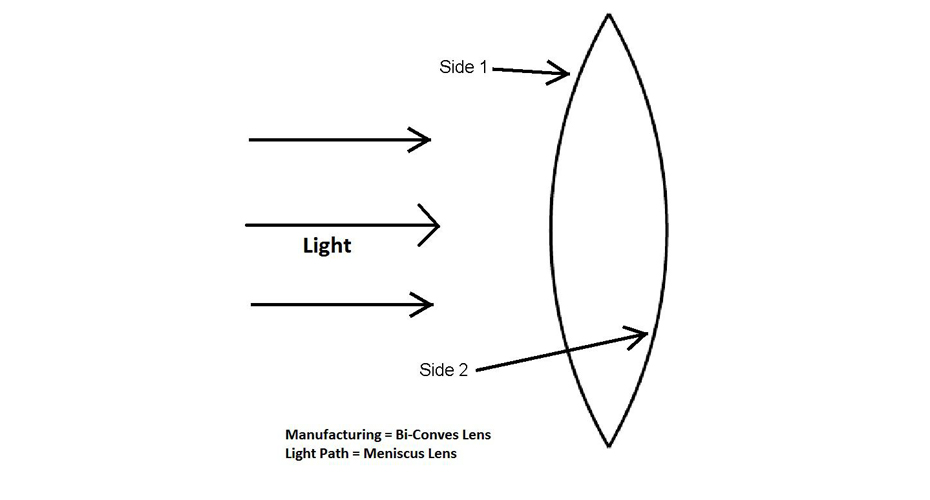
Figure 1 Difference in how a lens can be interpreted.
In figure 1, manufacturing would classify this as a bi-convex lens. On the other hand, when looking through light path, side 1 would be considered convex and side 2 would be concave. Each software package handles and displays this differently, which may cause the aspheric coefficients to have a sign change on data entry. This results in a different aspheric prescription.
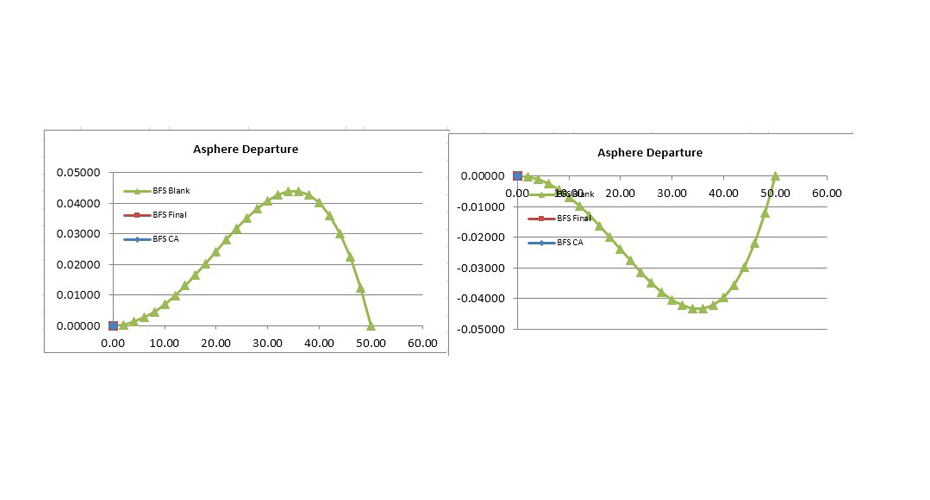
Figure 2 Difference in aspheric departure from a best fit sphere.
Figure 2 shows two maps of departure from a best fit sphere on a CX asphere with an A4 coefficient. The map on the left is the intended departure while the map on the right the A4 term has been negated, in turn creating the inverse shape. This is exactly what happened in my story, sign convention confusion which could have been discovered with a sag table.
The other reason for a sag table is simply it can be very easy to enter in a wrong number or to have a bout of dyslexia. During the manufacturing of an asphere, an operator may have to enter in the aspheric prescription as many as 5 times. That leaves plenty of room for error, especially if the asphere has up to 100 significant digits to enter every time.
How we overcame the sign convention and data entry accuracy problem
The first initiative implemented after this problem was no asphere order can be accepted unless we have a sag table. When an asphere order is received, we confirm we can match the sag table to within a limit proportional to the metrology to be used. There are still instances today where we can’t get sag tables to match and catch mistakes from the designers. The two most common problems we face are not enough significant digits for the coefficients due to rounding or the sag table was not updated after a prescription revision.
We also created an internal spreadsheet that is sent to the floor along with the job traveler. This spreadsheet includes all the asphere coefficients, sag table, and other pertinent information to the asphere. This keeps the formatting the same to all internal operators, avoids confusion when different formats come in from the customer, and confirms we got a match.
Takeaways
The main takeaway for designers is to make sure to include a sag table with all aspheres, freeform, or other equation based surfaces. For aspheres, a simple chart on the drawing with 10 or so positions spread evenly across the radial axis with the first position at center and the last positon being at least the semi-clear aperture if not the semi-diameter. We have customers send us a text file with positions every 1µm. This is completely unnecessary in size. For freeforms, a separate sag table with X, Y, Z positions with a little more fineness (1 mm spacing) should generally be OK.
As a way to combat data entry problems, it would be good if terms and decimal places were kept to a necessary minimum. For designers to consider, is it possible to use 2 or 3 coefficients instead of 10? The more coefficients used the more time needed for the manufacturer, and time needed sets the price for the lens.
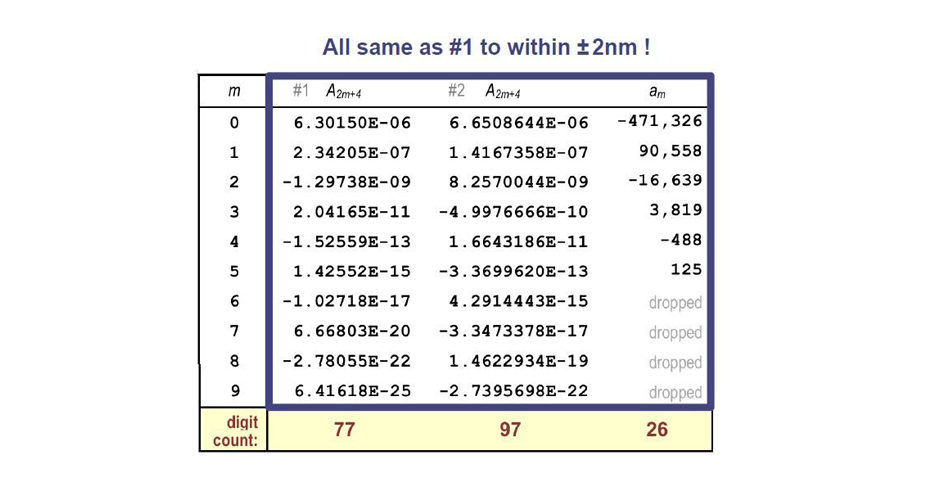 Figure 3 Three examples of aspheres prescriptions which are within ±2nm sag difference. [4]
Figure 3 Three examples of aspheres prescriptions which are within ±2nm sag difference. [4]
Figure 3 shows an example of three different aspheres prescriptions, all of which yield the same aspheric profile when plotted. The first two are defined using the standard asphere equation, while the last it using the Forbes polynomial equation. The sag tables match of all three prescriptions match to within ± 2nm with half the terms and a fourth the digits. Which one would you want to enter every time?
3. IMPORTANCE OF METROLOGY– NO SILVER BULLET
Story
I was a project manager for an order which included a 10th wave asphere. At that time, we had only one measurement tool to measure 3D errors in aspheres. We completed the job to specification and sent the parts to the customer, but we found out shortly thereafter they were having problems with higher order coma in their system. The customer worked with us to design a test using a null lens allowing us to double check the aspheres irregularity. Upon re-measure, we confirmed the part did indeed have ~ 1/4 wave of error not seen by our original measurement tool.
No silver bullet in asphere metrology
Over the years, Optimax has deeply invested in not only the manufacturing of aspheres but also the measurement. As a result, we realized quickly there was no silver bullet, no single solution for the measurement of fractional wave aspheres. Along with each advantage a tool possessed, there seemed to be an inherent artifact or deficiency in the measurement, limiting its ability to accurately measure fractional wave aspheres.
| Measurement Method | Advantages | Artifact/Deficiency |
| Method 1 – Interferometer #1 |
|
|
| Method 2 – Interferometer #2 |
|
|
| Method 3 – Profilometry |
|
|
| Method 4 – CGH, Null Test |
|
|
Table 1 The available measurement methods at Optimax and the corresponding advantages and disadvantages.
The good news is although each device has a measurement deficiency, they are different from one another allowing the opportunity to measure amongst several methods to determine the parts actual error. Table 1 describes a few of the testing options available at Optimax and the corresponding advantages and disadvantages. As you can see, there is much overlap in capabilities amongst each device allowing us to measure a broad range of aspheres, while ensuring the accuracy of the irregularity.
How we overcame the problem
After we encountered this problem, we did intense research on quantifying each measurement tool to determine its capability along with its corresponding accuracy. This initiative took significant time and effort and allowed us to fully understand when and where we can use specific measurement tools. When Optimax receives an order for an asphere < 0.1 wave, we try to determine at least two means to measure the part in 3D. This allows us to be certain we send the customer a part the meets specification. If two means are not available, we have developed some in-house capabilities (i.e. Self-calibration methods) to aid us in determining, isolating, and subtracting the artifacts.
Takeaways
Designers need to understand there are varying degrees of measurability for aspheres. In most cases, there is a means to measure a fractional wave asphere accurately, but at what cost? In general, the lower the departure from a best fit sphere, the higher likelihood of accurate, conclusive measurement. In a multi-element system, it may be cheaper to have multiple lower departure aspheres, rather than one high departure fractional wave asphere. When possible, working with the manufacturer early in the process to determine measurability and rough-order ROM pricing can aid in designing a system which is cost effective and manufacturable.
4. Slope Error on Commercial Grade Aspheres
Story
We had a request for a prototype, commercial grade asphere with a relatively loose form specification of < 10µm peak to valley or PV, to be delivered in short order. If we were unable to meet the delivery date, it would compromise their program. Again, an all hands on deck effort led to us processing the parts successfully to a PV of around 2µm. The customer contacted us soon after delivery and relayed that the parts worked barely for the proof of concept, but they were not getting the performance they were expecting. After further research, the parts had a mid spatial frequency error which degraded their system performance. Even though we were 1/5th the specification, the slope error was enough to degrade their system and limit its performance.
Importance of slope error in aspheres
Since the manufacturing of aspheres primarily use a sub-aperture generation and polishing process, it allows the opportunity for creation of regular periodic errorsi, known as mid-spatial frequency or MSF. MSF errors have the ability to wreak havoc on an optical system by degrading the image quality. Even though optical machine builders are continually working to minimize the introduction of MSF into an aspheric surface, extreme care must be taken by the manufacturer to minimize MSF from the beginning of the process.
How we overcame the problem
During the quoting and order process for all aspheres, we review the application with the customer to determine if a slope specification is necessary. Optimax has worked hard to develop a process where the form and slope error is monitored and controlled from the beginning, allowing us to achieve a part that in many cases is better than specification while adding little to no cycle time. However, there are times, especially with extreme aspheres or tight slope specifications, where our process does not achieved the MFS specification. During those times we use a patented smoothing technique which allows us to minimize MFS.
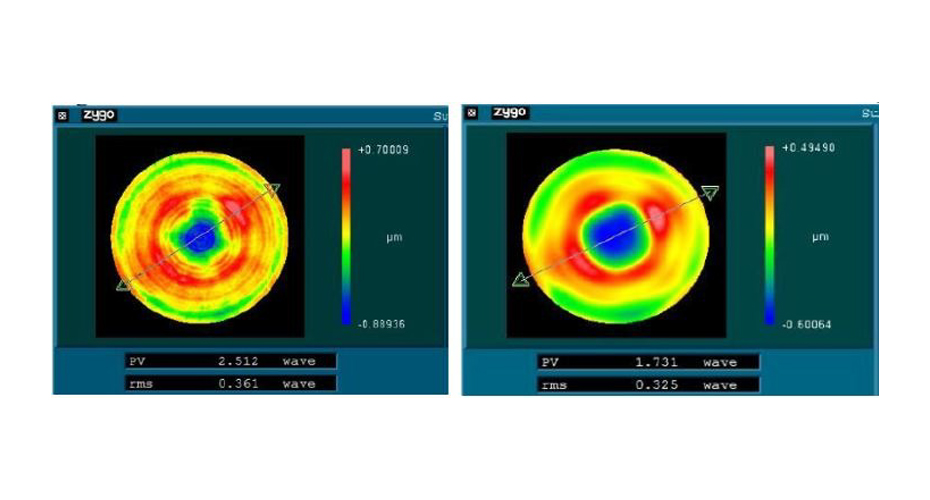 Figure 4 A part before and after a smoothing techniques
Figure 4 A part before and after a smoothing techniques
Figure 4 shows an example of a part that had MSF induced by the manufacturing process which was then removed by our proprietary smoothing operation. This process has short cycle time and has the ability to maintain the surface irregularity while eliminating MSF.
Takeaways
It is imperative designers truly understand what they actually need. If your system is sensitive to slope, make sure to specify it. However be careful not to create what we call a “sucker spec”, a loosely specified PV plus an extremely tight slope spec, where in order to achieve the slope spec you have to make the irregularity a small fraction of what is specified. Even though the irregularity is loosely specified, the slope spec becomes the cost driver. It can be difficult to determine if you’re creating a sucker spec, so it is best to work with us early in the design phase to understand specification vs. cost
5. Conclusion
- Get to know the fabricator proposed or chosen to make these parts.
- Tolerance the lens based on performance requirements. Don’t turn every knob and use every term.
- Fine details of the specification, the sag table for example, are needed information for the fabricator.
References
[1] R.E. Fischer, B. Tadic-Galeb, P. Yoder, Optical System Design, Pg. 121, McGraw Hill, New York City, 2008
[2] B. Braunecker, Advanced Optics Using Aspherical Elements, Pg 27, SPIE , Bellingham, WA, 2008
[3] M. Bechtold, Ed Fess, “Asphere Manufacturing”, Laser Focus World Webinar 8/7/13, www.optipro.com
[4] G. Forbes, The Forbes Polynomial Surface: The Road Forward; A Return to the Manufacturable Aspheres, Optifab panel discussion, May 11, 2011
Proc. of SPIE Vol. 9583 95830G-1
Downloaded From: https://www.spiedigitallibrary.org/conference-proceedings-of-spie on 6/14/2018
Terms of Use: https://www.spiedigitallibrary.org/terms-of-use
