What's it about?
This paper will explain the role mechanical attribute tolerancing plays in balancing lens function and cost and will help in choosing an optimum tolerance.
1. MAIN MECHANICAL ATTRIBUTES
The main mechanical attributes are Outside Diameter (OD), Center Thickness (CT), Full or Free Aperture (FA), Sag and the related Overall Height (OAH). These attributes are shown in Figure 1 detailing a cross section of a sample meniscus lens.
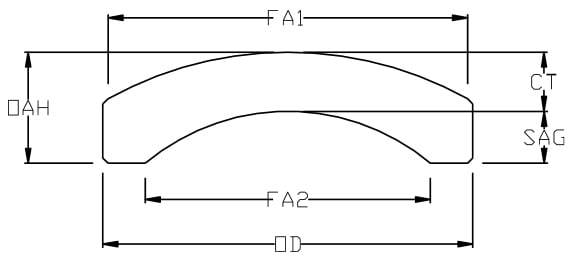
OD: Distance between opposing points on the cylindrical edge surface of a lens
CT: Distance between the two lens vertices
FA: Optically active portion of a lens surface
Sag: Height of concave vertex relative to flat annulus
OAH: complete top to bottom height of lens
The tolerances applied to lens mechanical attributes influence performance and cost. If a tolerance is too broad the lens may not perform properly, but if a tolerance is too narrow the manufacturing cost may be unnecessarily high. Understanding the role mechanical attribute tolerancing plays in balancing lens function and cost will help in choosing an optimum tolerance.
2. OUTSIDE DIAMETER
Lenses are typically prepared oversized in OD, with creation of the final OD held to the final or next to final step in the fabrication process. While oversized, centration errors, differences in the positions of the optical and mechanical axes, exist to a managed level. The centering step brings the OD to final size dimension while superimposing the optical and mechanical axes of a lens.
Calipers are often used in-process to gauge OD, and final values are measured with micrometers. Precision quality is +0, -0.025mm, and the manufacturing limits would be +0, -0.010mm. Tighter tolerances are sometimes possible depending on lens-specific size and shape. Parts with a larger edge thickness are more difficult, which increases cost and manufacturing limits.
OD is often used as a lens mounting mechanical reference, for example lenses placed in a barrel. Proper processing ensures the lens does not become tapered or out of round, and OD is measured in multiple spots around along the edge of the part to verify constancy. Designers must consider the clearances required between the lens and the barrel’s inside diameter to allow for size change from temperature variation in working conditions. Placement of the lens may require the manufacturing limit, but if there is flexibility a broader tolerance would improve yields and lower costs.
With appropriate machining capabilities, the OD can be shaped like a cone if needed for clearance in the assembly. This adds complexity and risk, and costs go up accordingly.
3. CENTER THICKNESS
CT is created during the polishing steps of the lens fabrication process. Parts are polished into final thickness, and each side is fabricated separately.
CT is measured directly with a height gauge, and tolerances would be +/- 0.150mm for commercial and +/- 0.050mm for precision quality tolerances. Using a Laseruler, a distance measuring interferometer based height gauge, Optimax can achieve a manufacturing limit of +/- 0.025mm for all part geometries. Tighter tolerances may be possible depending on part specific size, shape, and material. Softer materials, larger diameters and heavier lenses are more difficult.
CT requires both surfaces be finished relative to each other. As tolerance grows tighter difficulty increases, yield decreases, and cost increases. Attempting to achieve a tight CT tolerance, the optician will often conservatively grind off less material and leave more to be removed in polishing, increasing the polishing time and number of measurements. Inaccuracies in lens center thickness can lead to focus errors and contribute to poor optical system performance. Careful analysis of CT tolerances will help balance cost and function.
4. FULL APERTURE
FA contains the clear aperture (CA), the area through which the marginal and chief rays pass. It is most important the FA be at least as large as the CA, and if additional aperture above the CA is possible it is most useful. The lens needs to be held during postpolishing centering and coating operations, and providing an area outside of the CA eases processing and reduces cost.
FA is most commonly a product of other tolerances applied to other mechanical attributes and bevel size. This will be illustrated further in the next section.
5. SAG AND OVERALL HEIGHT
CT is not the only attribute controlling lens spacing in an optical assembly. Sag and OAH also effect mounting surfaces and vertex spacing. Both Sag and OAH are created after polishing, typically during the centering operation. Creating OD and Sag/OAH simultaneously assures the two surfaces will run true relative to each other.
Sag and OAH are measured directly with a height gauge, and tolerances would be +/- 0.050mm for commercial quality and +/- 0.025mm for precision quality tolerances. Using a Laseruler, Optimax can achieve a manufacturing limit of +/- 0.010mm for all part geometries, and cost will increase significantly. Tighter tolerances may be possible depending on part specific size, shape, and material. Softer materials, larger diameters and heavier lenses are more difficult.
Sag is directly related to radius of curvature (Rc) and full aperture. In a spherical lens, if any two attributes are specified the third is automatically defined according to the relationship Figure 2 shows. When tolerancing OAH, be mindful it is a compound dimension. OAH is a function of both CT and Sag. The tolerances applied to these two attributes sum to the tolerance for OAH, so OAH may have a large range as Sag and CT move through their allowable ranges. Similarly, FA changes as Sag/OAH and CT move through their ranges.

6. GEOMETRY SPECIFIC MECHANICAL DESIGN CONSIDERATIONS
The opening of a long radius curve (radius to FA ratio > 10) is more difficult to control, especially with an annular sag face. Just a small change in the sag can lead to a comparatively large change in the opening.
In lens designs where a long radius and an annulus are needed on the same side, it is recommended to add a step and a minor diameter (MD) as shown in Figure 3 below. This makes fabrication less complicated and can therefore help to lower cost.

Figure 3
Figure 4 shows a biconcave lens. The OAH is now made up of three separate dimensions – both sag heights and the CT. Without a sag face on both curves the OAH cannot be directly measured reliably or without significant risk, and OAH would ideally be an untoleranced reference dimension.

Figure 4
7. MECHANICAL ATTRIBUTES SUMMARY
- Mechanical attribute tolerances can be a major cost driver because of time and yield penalties added to fabrication and metrology of a lens
- Dimensions and their tolerances are interrelated, so designers need to balance function and budget
- Sag is a function of Full Aperture and Radius of Curvature, and choosing two determines the third
- Some geometries call for different approaches to aid metrology, protect cosmetics, and lower cost
Optimax Systems
22 Jan 09
Sales Department