What's it about?
Optical fabrication of freeform lightweight mirrors often results in mid-spatial frequency (MSF) and/or surface quilting surface errors. To minimize these errors, two force responsive robotic smoothing methods are incorporated into the freeform fabrication process.
1. INTRODUCTION
Freeform optics that utilize light-weighted backing can offer solutions for space-born advanced sensing systems among other applications that are sensitive to system weight restrictions. Challenges in current fabrication methods including precision, turnaround time, weight (areal density), and cost can be improved to increase utilization of freeforms for these applications. Freeform optics and aspheres without rotational symmetry, such as elliptical and hyperbolic shapes found in some telescopes require sub-aperture polishing and generation. These methodologies frequently create mid-spatial frequency (MSF) errors, or “ripples,” as the tool size that allows for changes in curvature of the part necessitates multiple passes to remove material [1] [2] (Figure Figure 1a). Figure 1b shows an example of light weighting and the problematic print-through, or quilting, errors due to generation, polishing, and smoothing pressures applied to surfaces of different thicknesses [3]. Unfortunately, both print-through [4] and MSF errors [5] can negatively impact the point spread function (PSF) of an optic, thereby degrading the overall efficacy of the system.
a). 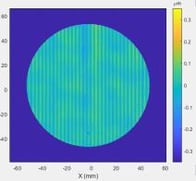 b).
b). 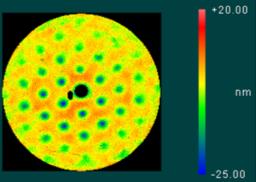
Figure 1: a.) MSF errors imparted by subaperture polishing on a robotic platform as viewed with deflectometry (LEFT) and b.) print-through error seen on a light-weighted coupon that was conventionally polished, as viewed via interferometry (RIGHT)
2. Force responsive robotic smoothing methods
A deterministic “Pocket Protector” robotic smoothing solution has been developed to introduce into the freeform fabrication process to more efficiently minimize mid-spatial frequency errors caused by both quilting of the lightweight structure and tool marks from sub-aperture generation methods. The Pocket Protector is built on a six-axis robotic platform to use force-controlled lapping routines to preemptively address residual step-features (precursors to MSF errors) from CNC (computer numerically controlled) generation, while adapting to the lightweight surface flexure variation. A second robotic platform, called HERMES (High End Responsive Mid-Spatial Elimination System) was developed to smooth mid-spatial frequency errors resulting from sub-aperture polishing (SAP) processes. This process was adapted to include the same force-controlled variation. These two robotic smoothing methods are incorporated into different parts of the freeform fabrication processes, as shown in a generalized outline in Figure 2.
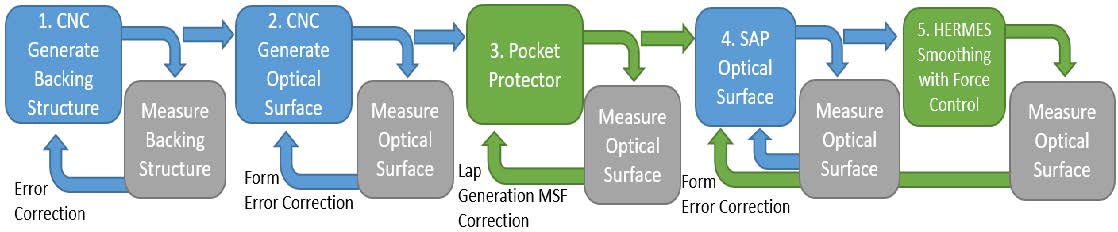
Figure 2: Freeform Manufacturing Process including Pocket Protector and HERMES
3. Initial Results, Conclusion, and Future Work
To test the process shown in Figure 2, a 150 mm diameter Corning Ultra-Low Expansion (ULE) glass ceramic blank was generated and lightweighted in-house using an ultrasonic 6-axis generator. The basic hexagonal lightweight structure was used as a proof of concept for this initial experiment. Results shown in Figure 3 are a progression of the lightweight ULE surface from surface generation through an initial iteration of the process including the Pocket Protector and HERMES step. The goal of this proof of concept experiment was to demonstrate a surface that was free from periodic generation marks with no quilting present after the Pocket Protector step and a smoothed surface with minimized MSF errors without distorting the surface figure after the HERMES smoothing runs.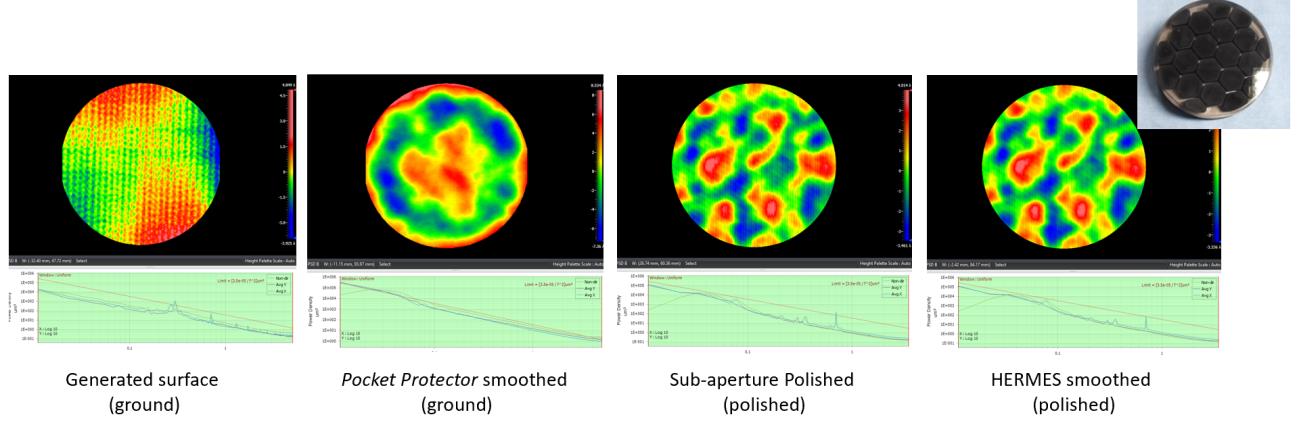
Figure 3 – Surface figure maps of a lightweight ULE mirror in four different stages of the freeform manufacturing process from generation to smoothing (Masked to a 90 mm Ø subaperture). The inset picture of the polished 150 mm diameter lightweight part (blocked) shows the hexagonal lightweight backing structure.
The initial results in Figure 3 show promising results for continued future work to progress the state of the art of both the Pocket Protector and HERMES. Power Spectral Density (PSD) measurements of MSF errors were assessed at each step of the process. Preliminary results indicate that Pocket Protector and the Force-Controlled HERMES processes can reduce MSF errors brought about by both generation and subaperture polishing. Additional work is required to achieve the desired surface form and to further increase the efficiency of this process.
References
[1] D. M. Aikens, J. E. DeGroote and R. N. Youngworth, "Specification and Control of Mid-Spatial Frequency Wavefront Errors in Optical Systems," in Optical Fabrication and Testing, Rochester, NY, 2008.
[2] Tinker, F., & Xin, K., "Fabrication of SiC aspheric mirrors with low mid-spatial error," in Proc. SPIE 8837: Material Technologies and Applications to Optics, Structures, Components, and Sub-Systems, San Diego, 2013; doi: 10.1117/12.2028014.
[3] Matthews, G.W., Egerman, R., Maffett, S. P., Stahl, H. P., Eng, R., & Effinger, M. R., "The development of stacked core technology for the fabrication of deep lightweight UV quality space mirrors.," in Proc. Vol. 9143, 2014: Optical, Infrared, and Millimeter Wave, Montreal, Quebec,, 2014; doi/10.1117/12.2055284.
[4] Jolissaint, L., Christou, J., Wizinowich, P., & Tolstoy, E., "Adaptive optics point spread function reconstruction: lessons learned from on-sky experiment on Altair/Gemini and pathway for future systems," in 7736, Adaptive Optics Systems II, 77361F, SPIE Astronomical Telescopes + Instrumentation, San Diego, 2010; doi: 10.1117/12.857670.
[5] Hull, T., Riso, M. J., Barentine, J. M., & Magruder, A., "Mid-spatial frequency matters: examples of the control of the power spectral density and what that means to the performance of imaging systems," in Proc. SPIE 8353, Infrared Technology and Applications XXXVIII, 835329, Baltimore, 2012, doi: 10.1117/12.921097.
Optimax Systems, Inc., 6367 Dean Parkway, Ontario, NY 14519
